





CC-Link IE总线协议转换网关案例
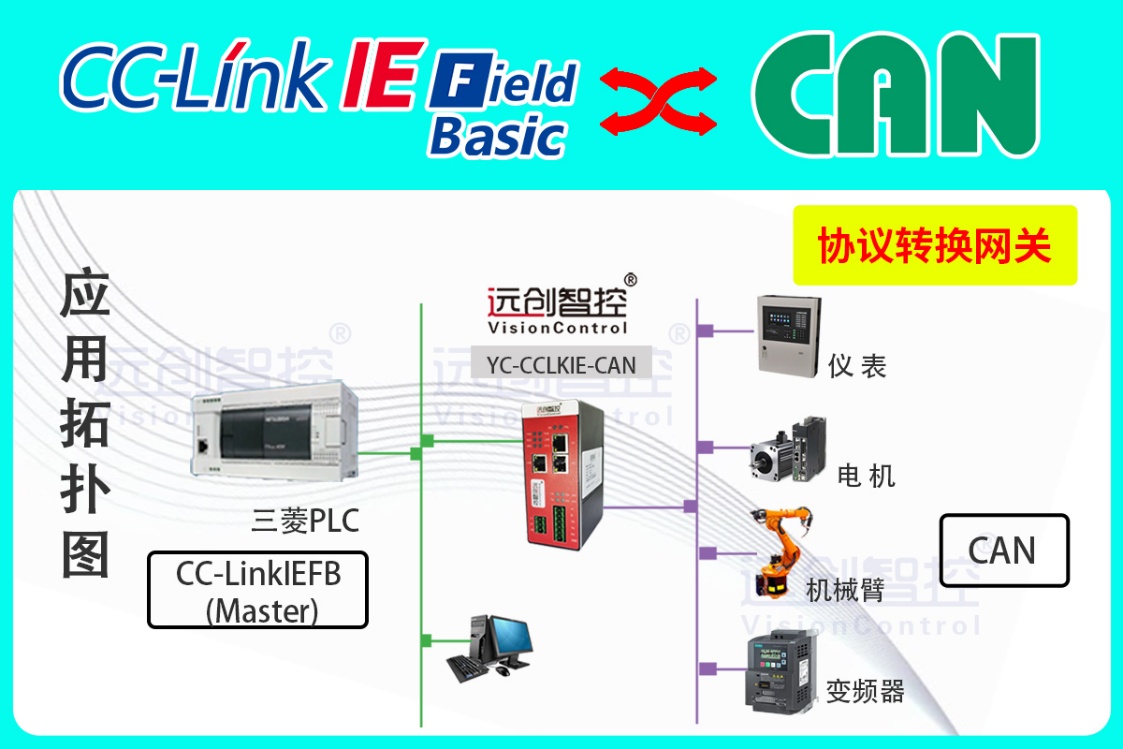
CC-LINK IE FB转CAN协议转换网关实现三菱PLC与焊机通讯在网络化管理和数据监控的应用案例
一、项目背景与需求
1. 网络化:MES 每 5 min 拉取一次“焊接电流、电压、送丝速度、气体流量、能耗”5 类实时数据;
2. 稳定性:7×24 h 连续生产,通信中断 ≤1 次/年;
3. 实时性:工艺参数下发延迟<50 ms;
4. 兼容性:FX5U 不做硬件改动,继续沿用现有星-环混合拓扑;
5. 扩展性:后续可无缝接入 CANopen 除尘、激光跟踪等第三方设备。

二、关键设备清单
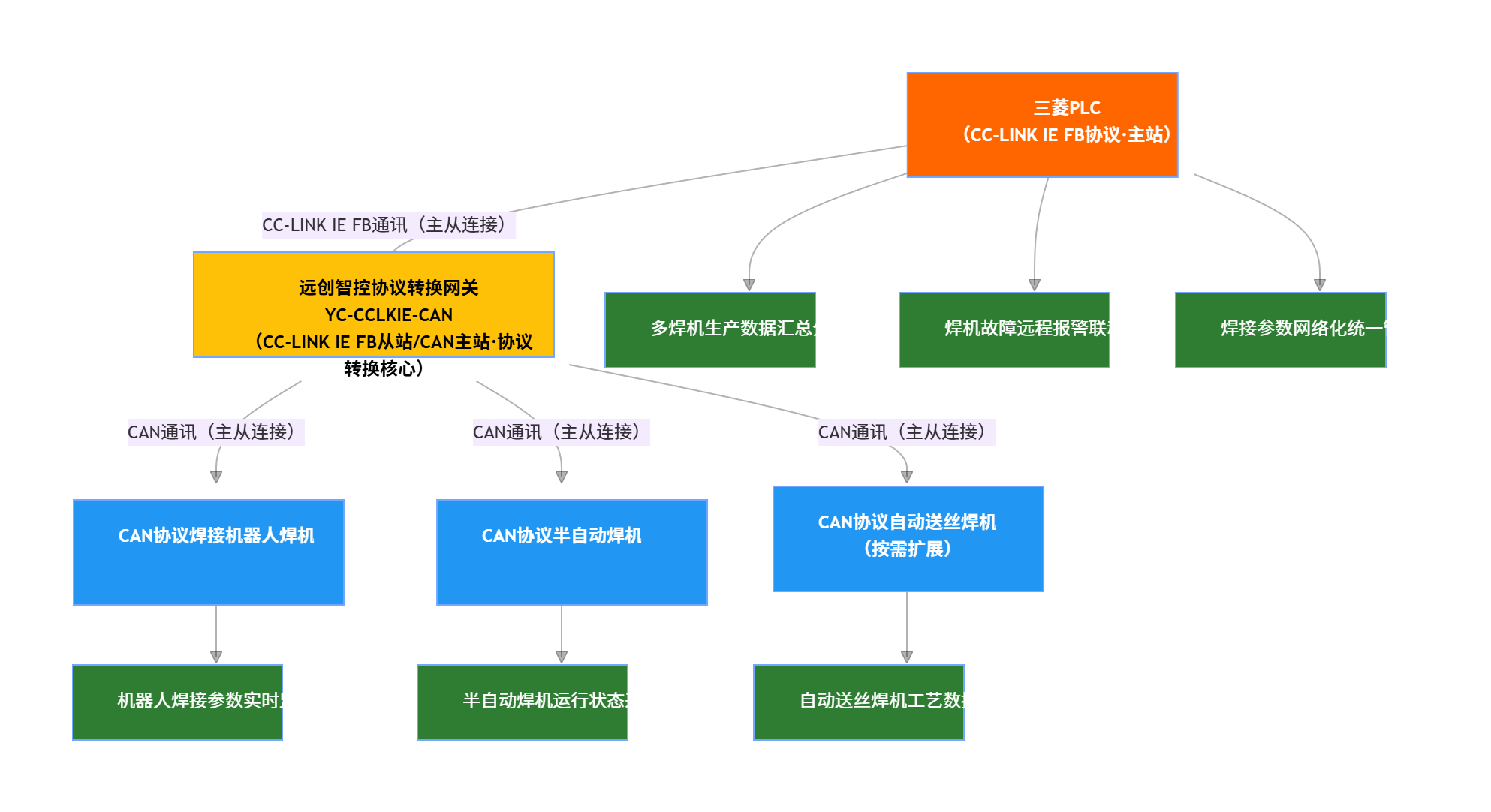
1. 管理 PLC:三菱电机 FX5U-80M,固件 1.32,CC-Link IE FB 主站;
2. 协议网关:远创智控 YC-CCLKIE-CAN工业级协议转换网关,24 VDC 2.5 W,导轨安装;
3. 焊机主控:OTC EXCEL ARC 500P,CANopen 从站,节点 2-28;
4. 交换机:赫斯曼 MACH1000 8GT,千兆环网,冗余<20 ms;
5. 软件:GX Works3 V1.065T、YC-GateConfig V2.4.3、OTC ArcMonitor V5.2。

三、网络拓扑与接线
1. CC-Link IE FB 侧
FX5U 本体网口 → 交换机 → YC-CCLKIE-CAN协议转换网关的 “CCLKIE” 口;
网关作为从站,站号 5,占用 256 字节输入 / 256 字节输出,映射到 FX5U 软元件 D5000-D5255(输入)与 D6000-D6255(输出)。
2. CAN 侧
网关 “CAN1” → 屏蔽双绞线(120 Ω 终端,支线<0.3 m)→ 27 台焊机;
网关做主站,发 NMT 心跳 100 ms, guarding time 300 ms,节点 2-28 采用 PDO1(Tx)+ PDO2(Rx)各 8 字节,总线负载 38 %。
四、YC-CCLKIE-CAN工业级协议转换网关配置
1. 硬件安装
DIN35 导轨,24 VDC±5 %,PWR 灯常绿;
CAN 口采用 5.08 mm 可插拔端子,双绞屏蔽层在网关侧单端接地。
2. 软件配置(YC-GateConfig V2.4.3)
① CC-Link IE FB 从站
– IP:192.168.1.5/24,站号 5,协议版本 V1.10;
– 输入 256 字节,输出 256 字节,RPI 4 ms;
② CANopen 主站
– 波特率 500 kbps,NMT 主站心跳 100 ms;
– PDO 映射:
RxPDO(下发)→ 8 字节,包含“焊接模式(1 B)、电流设定(2 B)、电压设定(2 B)、送丝速度(2 B)、预留(1 B)”;
TxPDO(上传)→ 8 字节,包含“实际电流(2 B)、实际电压(2 B)、送丝速度(2 B)、状态字(1 B)、能耗累加高 8 位(1 B)”;

③ 数据映射表
– 将 FX5U 侧 D6000 开始 27×8 B 写入 RxPDO,对应 27 台焊机;
– 将 27 台焊机 TxPDO 数据写入 D5000 开始 27×8 B,供 MES 读取;
– 校验方式:网关自动累加 CRC16,FX5U 侧用 SUM 校验,双重保险。
3. 下载并重启,网关 “RUN” 常绿, “CAN” 闪烁 1 Hz,表示 27 节点全部在线。
五、三菱侧 GX Works3 组态
1. 以太网配置 → CC-Link IEF Basic → 添加远程站,站号 5,占用 256 字;
2. 软元件分配:
远程输入(RX)D5000-D5255,远程输出(RY)D6000-D6255;
3. 无需编写 FROM/TO,FX5U 自动 4 ms 循环刷新;
4. 诊断:用 GX Works3 监视 D5000 首字节,bit0=1 表示焊机就绪,bit1=1 表示起弧成功,bit7=1 表示故障报警。
六、MES 对接与 Web 发布
1. 网关内置 HTTP Server,开放 RESTful API;
2. 数据字段:
{“node”:2, “current”:245, “voltage”:29.5, “wireSpeed”:8.2, “energy”:1.47 kWh}
3. 边缘计算:网关在本地缓存 24 h 数据,断网后自动补录,确保 MES 数据完整。
七、调试与测试
1. 27 台焊机并发起弧,持续 2 h,FX5U 在线监视 D5000 计数器无跳变,通信负载 42 %;
2. 在 50 kW 变频器旁 0.5 m 处重复启停,CAN 总线零丢包;
3. 静电放电 ±8 kV 接触、±15 kV 空气,通信未中断,符合 IEC-61000-4-2;
4. 断线模拟:拔掉任意一台焊机 CAN 支线,网关 200 ms 内报警,FX5U 立即置位 D6255 故障位,MES 弹窗,实现闭环安全。
八、运行效果
1. 工艺透明:电流、电压实时曲线在手机 APP 可见,质检员无需再进现场抄表;
2. 能耗下降:通过在线能耗对比,发现 3 号工位电流设定偏高 10 A,调参后单台焊机节电 0.8 kWh/h,全年节电 17 万 kWh;
3. 故障定位:过去焊机异常需 30 min 排查,现在通过网关诊断字 5 s 锁定节点,维护效率提升 80 %;
4. 扩展无忧:2025 年 10 月新增 5 台 CANopen 除尘站,仅修改映射表,PLC 程序零改动,即插即用。

九、经验总结
1. 协议转换网关是传统制造业“低成本、高可靠”升级的最佳捷径;
2. 选型时必须确认网关的 CAN 主站带载能力(≥32 节点)、PDO 周期(≤4 ms)及与 OTC 焊机兼容性,远创智控 YC-CCLKIE-CAN 在 27 节点 4 ms 场景下表现稳定;
3. 映射表与诊断字需提前规划,方便 PLC 直接复用原有报警算法;
4. 现场布线远离动力电缆,CAN 采用屏蔽双绞线,接地电阻<1 Ω,可有效抑制变频干扰;
5. 边缘计算与 RESTful API 为后续接入 5G、数字孪生奠定了数据基础。
通过远创智控YC-CCLKIE-CAN工业级协议转换网关,本项目在“零改动”前提下实现三菱 FX5U 与 OTC CANopen 焊机高速互联,为钢结构行业打造了一条可复制、可推广的“5G+工业互联网”示范产线,也成为江苏省 2025 年度智能焊接标杆案例。
CC-Link IE总线协议转换网关案例
CC-LINK IE FB转CAN协议转换网关实现三菱PLC与焊机通讯在网络化管理和数据监控的应用案例
天然气公司长输管道增压站三菱FX5U系列PL通过CCLKIE转EtherNet/IP工业智能网关与罗克韦尔的PLC进行通讯解决方案案例
CC-Link IE FB转EtherCAT协议转换网关在机电一体化车间实现485报警三菱伺服与汇川PLC通讯的配置案例
地下综合管廊项目中三菱FX5UPLC通过Modbus RTU转CCLKIE智能网关和排水系统、变频器等进行通讯案例
贴装设备欧姆龙NJ系列PLC通过CCLKIE转EtherCAT物联网网关与三菱MR-J5系列伺服进行通讯解决方案案例
锅炉厂房里西门子1200PLC使用CCLKIE转Profinet协议的工业智能网关与三菱FX5U PLC进行通讯解决方案案例
新能源锂电卷绕车间三菱PLC通过EtherCAT转CCLINK IE智能网关与EtherCAT伺服进行数据交互应用案例
CCLinkIE转EtherCAT智能网关实现三菱iQ-R系列R04ENCPU与BeckhoffEL6022EtherCAT耦合器通讯的配置案例




