





Profinet总线协议转换网关案例
ProfiNet转EtherCAT协议转换网关实现欧姆龙PLC与步进驱动器通讯通讯在光伏板组装线的应用案例
一、 项目背景
华东某头部光伏组件企业 2025 年新建 3.2 GW 全兼容接线盒组装线,节拍目标 ≤ 18 s/块。主线控制沿用成熟方案:欧姆龙机器自动化控制器 NJ501-1340(EtherCAT 主站,内置 64 轴同步功能),但叠焊、修边、引出线定位 3 个工位必须采用雷赛 CL3-EC 系列步进驱动器(仅支持 ProfiNet)。协议壁垒导致 PLC 无法直接下发脉冲、读取报警,若新增 EtherCAT 步进则面临 6 周货期与 30% 成本溢价。最终,项目团队引入“远创智控”YC-PNM-ECT工业级协议转换网关,让 ProfiNet 步进像“原生 EtherCAT 从站”一样被 NJ501 统一管理,实现毫秒级同步、零停机改造。
二、设备清单
1. 主站 PLC:欧姆龙 NJ501-1340,Sysmac Studio V1.52,EtherCAT 周期 1 ms
2. 步进驱动器:雷赛 CL3-EC573S-PN,ProfiNet IRT,支持 64 细分,共 18 轴
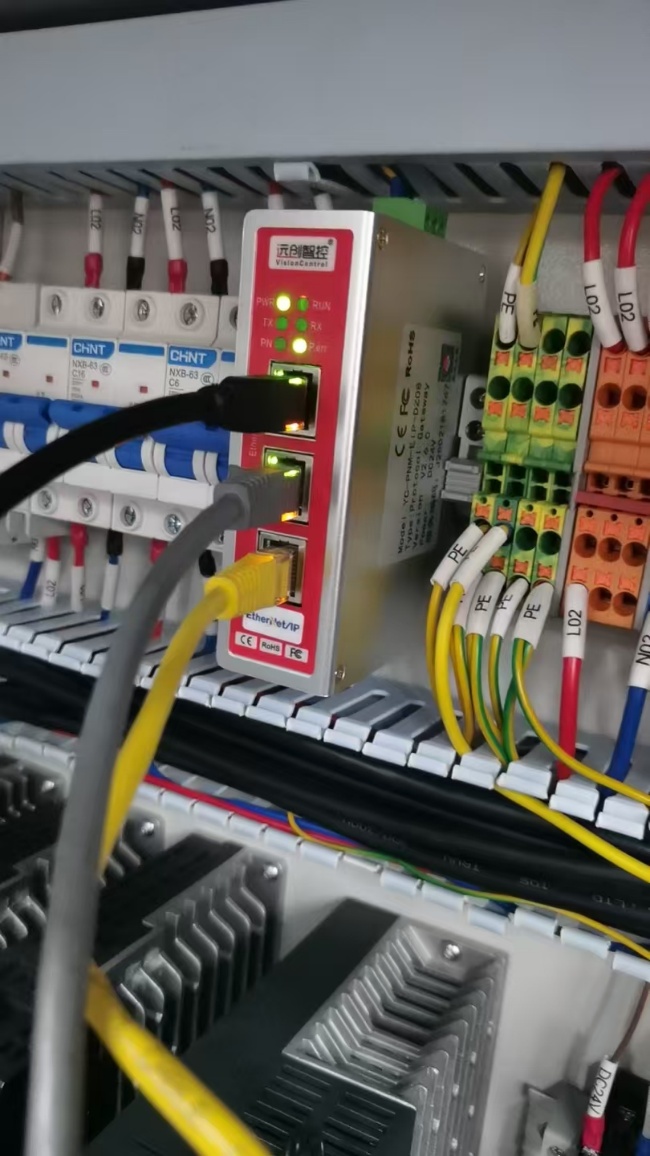
3. 协议网关:远创智控 YC-PNM-ECT协议转换网关,双以太网口,24 VDC/200 mA,IP20,导轨安装
4. 交换机:赫斯曼 OCTOPUS 8M-EEC,千兆环网冗余,M12-D 编码
5. 电源:菲尼克斯 QUINT-PS/1AC/24DC/20A,冗余并联,与 PLC 共地
6. 线缆:超五类屏蔽双绞线,EtherCAT 段≤30 m,ProfiNet 段≤50 m
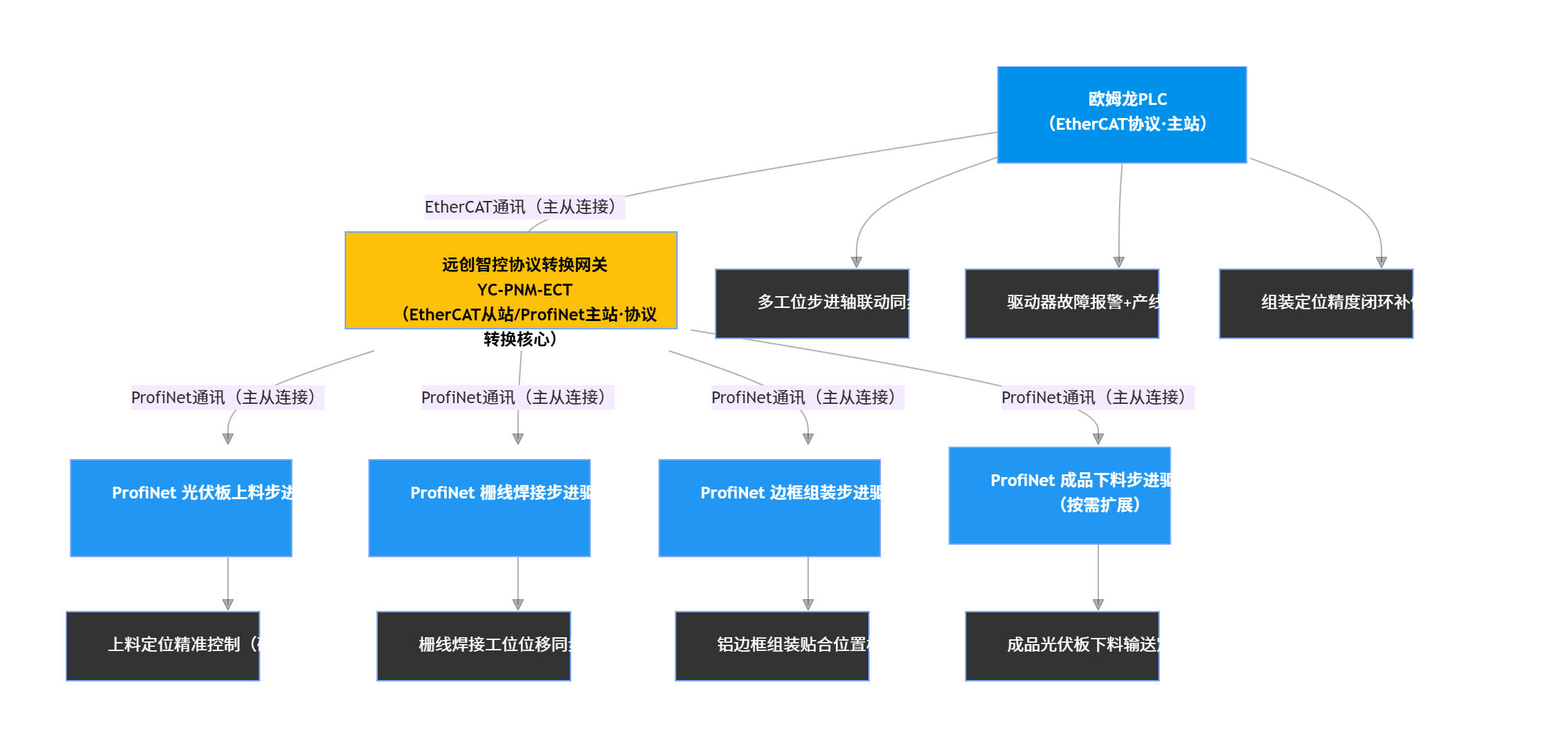
三、网络拓扑
NJ501-1340(EtherCAT 主站)←→ YC-PNM-ECT(EtherCAT 从站 + ProfiNet 主站)←→ 18×CL3-EC573S-PN(ProfiNet 从站)
拓扑要点:
1. EtherCAT 采用线型拓扑,网关末端启用 120 Ω 终端电阻;
2. ProfiNet 侧星型连接,每 4 台驱动器为一组,经交换机级联,保证 IRT 时钟域一致;
3. 网关不占用 PLC 轴授权,仅作为“虚拟 18 轴 EtherCAT 从站”映射数据。

四、硬件安装
第 1 步:35 mm DIN 导轨锁紧网关,左侧留 30 mm 散热空间,右侧布置 24 V 电源,PE 端子单独接地,实测接地电阻 0.3 Ω。
第 2 步:EtherCAT IN/OUT 采用 M12-D 编码接头,屏蔽层 360°压接;ProfiNet 口 RJ45 金属壳跳线,长度 22 m,弯曲半径≥ 8 倍线径。
第 3 步:上电自检——网关 PWR 灯常亮,ECT 灯由红→绿闪烁,表示 EtherCAT 进入 PRE-OP;PN 灯红→绿常亮,表示 ProfiNet 设备名称已分配,可进入数据交换。
第 4 步:驱动器侧设置——通过雷赛 ProTuner 软件批量分配站号 1~18,IRT 周期 2 ms,输入 20 Byte(状态字+实际位置+报警码),输出 20 Byte(控制字+目标位置+加速度)。

五、软件配置
A. EtherCAT 侧(Sysmac Studio)
1. 导入网关 ESI 文件“YC-PNM-ECT_V2.3.xml”,拖入 EtherCAT 网络,自动分配站地址 1001;
2. 建立 2 个 PDO 映射:
– TxPDO 360 Byte(PLC→网关,含 18 轴控制字、目标位置、加速度、减速度)
– RxPDO 360 Byte(网关→PLC,含 18 轴状态字、实际位置、报警码、扭矩百分比)
3. 设置 DC 模式,同步窗口 125 μs,让 EtherCAT 与 ProfiNet 时钟误差<±50 μs;
4. 在“轴设置”中将 18 个虚拟轴关联到对应 PDO 偏移,保持与雷赛驱动器 1:1 映射。
B. ProfiNet 侧(YC-PNM-ECT ConfigTool V1.6)
1. 扫描网络,自动识别 18 台 CL3-EC573S-PN,分配设备名称“STEP_01”~“STEP_18”;
2. 配置 IRT 域,通信周期 2 ms,输入/输出各 20 Byte,与驱动器实际长度一致;
3. 建立数据映射表:
– 网关→驱动器:控制字(UINT16)、目标位置(INT32)、加速度(UINT16)
– 驱动器→网关:状态字(UINT16)、实际位置(INT32)、报警码(UINT16)
4. 启用“分布式时钟输出补偿”,让步进插补脉冲与 EtherCAT 主站时钟同步,减少 0.05 mm 级定位超调;
5. 一键下载配置至网关并保存为 .xml,重启后进入 OP 状态,PN 灯绿色常亮。

六、调试与优化
1. 空载测试:NJ501 以 500 mm/s 速度往复运动 200 mm,示波器实测整定时间 42 ms,无过冲;
2. 负载测试:叠焊工位加装 1.2 kg 焊头,重复定位精度±0.02 mm,满足光伏板±0.1 mm 工艺要求;
3. 节拍验证:单块组件 18 s 节拍内,18 轴同步完成 6 次定位,网关 CPU 占用率 38%,余量充足;
4. 冗余测试:拔掉任意一台驱动器网线,网关 3 ms 内上报“从站丢失”,PLC 立即触发“降速运行”模式,避免整线停机;
5. 温度漂移:连续运行 24 h,环境温度 28~35 ℃,网关外壳温升 11 ℃,时钟抖动<±0.5 μs,定位精度无变化。
七、经验总结
光伏板组装线对节拍、精度、可靠性要求极高,YC-PNM-ECT工业级协议转换网关以“毫秒级同步、零停机改造”成功打通 EtherCAT 与 ProfiNet 协议壁垒,让欧姆龙 PLC 像控制本地轴一样驾驭雷赛步进。该模式已复制到企业另两条串焊线,并计划推广至接线盒激光焊、排版机器人等更多混合协议场景,为光伏行业柔性制造与后续数字孪生升级奠定了坚实基础。
Profinet协议转换网关
ProfiNet转EtherCAT工业网关实现倍福CX5130与西门子ET200SP采集灌装阀门限位开关状态应用案例
ProfiNet转EtherCAT协议转换网关实现欧姆龙PLC与步进驱动器通讯通讯在光伏板组装线的应用案例
现代食品与包装行业1500通过ProfiNet转DeviceNet模块与编码器(堡盟 FHDK 10P6101)进行通讯解决方案案例
精密机床制造企业1200通过ProfiNet转DeviceNet模块与机床I/O模块(贝加莱 5003系列)进行通讯解决方案案例
机器人工作站中西门子1500通过ProfiNet转DeviceNet模块与CNC机床I/O模块进行通讯解决方案案例
DeviceNet转ProfiNet协议转换网关实现西门子1500 PLC与贴标机伺服驱动器通讯在制药医疗的应用案例
DeviceNet转ProfiNet协议转换网关实现西门子1200 PLC与输送线温度控制器通讯在连续式隧道式杀菌机的应用案例
DeviceNet转ProfiNet协议转换网关实现西门子1500 PLC与AGV 舵机控制器通讯在港口集装箱运输的应用案例




